With projects increasing in complexity and size, customers complete raw material tractability has become the norm in the industry. Although there has been a recent increase in this type of request from customers, complete material traceability is not something new.
Whether for LEED certification, tax credits or quality assurance or insurance, project managers are requiring a paper trail for each steel member installed in their project. In some projects, it is necessary to trace each component including the alloying elements, testing results from the producing mill, manufacturing/fabrication processes, and storage.
In instances where it is not required or requested from the customer, it is considered good practice because it will familiarize everyone who touches the project with the process requirements for each raw material traceability request. In the event of a quality problem or product failure, traceability can isolate the affected member(s) and greatly limit the extent of any reworks or corrective action. In less dire circumstances, traceability can be an aid to product performance analysis, quality control and material and supplier evaluation.
On projects where the customer has requested complete raw material traceability, the material is not received in-house without material test results (MTRs) from the producing mill. With MTRs in hand, material for the specified job is unloaded from flatbed/truck to a staging area where each member is individually reviewed for accuracy and further processing. Customer prints are pulled, and the received material is then designated to its respective job and associated with a piece mark number.
Heat numbers, yield strengths, and material types are verified for each piece. Mill tags are cross-referenced with mill stencils and MTRs to determine bundle numbers, the number of pieces within a bundle and heat numbers for each. Under the notes section on each MTR for each piece, the members respective mark number is recorded – see example image below.
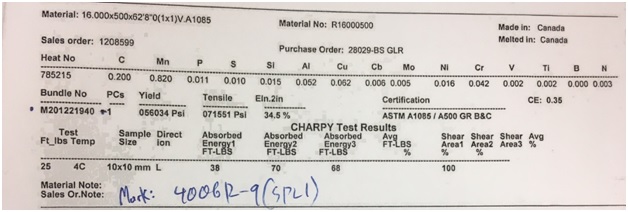
Each member is then processed or fabricated according to the parts mark numbers and heat numbers which are cross referenced from their respective shop orders. Once work is done, traceability markings are checked and re-applied if needed on the finished member. Each shipment is sent out with copies of the bill of lading, a sales order confirmation including quantities and piece mark numbers, packing list, associated quality assurance inspection reports and MTRs.
This raw material tractability process is one we follow at CMRP and has helped our customers immensely with their projects.






